Drill pipe design targets ERD hole-cleaning
New design helps to maintain continuous cuttings flow in high-velocity annular space
By Luc Van Puymbroeck, VAM Drilling

Relatively speaking, drill pipe is a small expenditure compared with the nonproductive time (NPT) associated with its use. Studies have estimated global industry losses related to stuck pipe and loss circulation to be in the order of US $2 billion per year. This is more than twice the total amount spent to buy drill pipe in the first place and represents nearly 20% of the total NPT losses associated with drilling (Wellings & Co Survey, 2008, and Ivan et al, SPE 2004).
This also sets a framework around challenges and opportunities for drill pipe designs to increase efficiency and mitigate drilling risks. Complex and extended-reach drilling (ERD) well profiles are pushing drill pipe manufacturers to redefine performance limits, and those challenges are best met through a holistic engineered approach of the drill string design.
Challenges
Although hole cleaning is generally considered to be well understood, many drillers still have difficulty properly managing the process and will often spend rig time on non-drilling operations to clean out the well. Large holes drilled at high ROPs usually require additional rig time for cleanups, whereas smaller and shallow ERD holes have annular pressure challenges requiring different pipe solutions. These operations, while time-consuming, are deemed necessary to mitigate risks of tight hole, stuck pipe and loss of circulation. Managing this process by measuring key performance indicators (KPI) is essential for drillers to continue lowering drilling costs of deviated and horizontal wells. Poor hole quality as a result of less-than-optimal hole cleaning can lead to the loss of the drill string or even the well. Yet, little thought is given beyond standard drill pipe design to address equivalent circulating density (ECD) and improve hole-cleaning capabilities.
Hole-cleaning issues carry significant impact on drilling performance. The paradox with maintaining residual cuttings in the hole at acceptable levels is that the buildups go unnoticed until symptoms from the well signal a growing issue. If left unattended, the problem becomes more obvious through indicators such as reduced ROP, need for higher WOB, erratic drilling torque, non-uniform rate of cuttings over the shakers, annular pressures, high ECD, drill string whirl, tight hole and stuck pipe events. Remedies – which are also red flags – include additional wiper trips, sweeps, long circulating times and other well-versed rig practices used to maintain trouble-free operations.
Hole-cleaning rules also change in smaller hole sizes (less than 8 ½ in.) and even more so while drilling horizontal wells. Excessive annular pressure and high ECD can rapidly develop with the tendency of cuttings to settle and with cutting beds forming on the low side of the well. This problem can be exacerbated when the horizontal length of the wellbore is increased and is particularly prevalent in ERD wells.
The idea that pipe rotation and high pump rates will keep cuttings in suspension is generally flawed due to a misconception that the cuttings transport to surface is uninterrupted or sufficient flow rate and pipe rotational speed. The laws of physics also govern cuttings behavior and transport, in some cases with as little as 20% of the total cuttings in the well being kept in suspension at any given time. The evidence of this is seen through the irregular cutting volumes coming over the shakers, the tripping behavior of the drill string and other indicators.
A good approach to optimizing rig time is to incorporate hole-cleaning practices and procedures in the drilling program with continuous monitoring of the well. Poor hole cleaning often lead to problems that become difficult to solve or even impossible to reverse, especially if the borehole quality is downgraded. Unexpected loss of circulation is a typical example commonly encountered in ERD wells.
Hole cleaning & ECD
In many respects, the first approach to hole cleaning can look simple when considering only cuttings behavior by rotating the drill string and cuttings displacement using drilling fluid circulation. Mud rheology is also deemed to play a major role, but mud is only one part of a system approach, which requires all factors affecting cuttings behavior in the well to be addressed in concert. Analyzing cuttings ground by rotation of the drill string and cutting rates over the shakers is a first step toward developing hole-cleaning KPIs.
Efficient cuttings transport and keeping the well clean enough for trouble-free operations usually dictate the amount of time spent on cleaning the hole. Evaluation and performance analysis for drill string optimization, flat times, ECD, torque and drag are also commonly used for setting targets. The execution at the well site usually requires the drilling team to manage pre-established rig practices and procedures to achieve real-time performance improvement by monitoring the wellbore.
Pick-up weight is one performance indicator measured while tripping in and out of the hole and reciprocating the drill string. Implementing diligent hole-cleaning practices while tripping in with controlled axial speed and set flow rates, rotational speed at minimum levels, and ECD controls while moving the string upwards are other practical examples of hole-cleaning procedures in action. Measurement of pressure while drilling is routinely applied for monitoring cutting bed height equilibrium close to the bit and mostly used as an indicator of “out-of-control” hole cleaning.
The right approach to managing risks is to plan and address hole cleaning using a system approach. To this end, an in-depth performance analysis review of the drilling process, with emphasis on maximizing drilling time, is desired. When economically justifiable, the use of mechanical hole cleaning devices should be considered to drill highly deviated wells with large hole sizes.
New drill pipe design
A new drill pipe design integrating hydromechanical cleaning features in the tool joint has been developed to increase hole-cleaning efficiency while drilling and to address ECD issues commonly encountered in ERD and horizontal wells. The drill pipe features specially designed bladed scallops in each tool joint, producing hydromechanical effects without compromising drill string performance.
Efficient cuttings transport is critical to achieve optimum hole cleaning, especially in horizontal wells. As fluid velocities become insufficient to maintain a clean hole, cutting beds start to form where they cannot be avoided. The hydrodynamic effects of the Hydroclean drill pipe gradually reduce cutting bed height by mechanical erosion of stagnating cutting buildup. Cuttings deposited on the low side of the hole are scooped and kept in suspension in the annulus above the rotating drill pipe, where fluid velocities are highest. This will lead to safer and faster drilling requiring less time for cleanups.
The new drill pipe provides immediate degradation of cutting beds and enhances hole cleaning through a combination of hydromechanical effects, such as scooping of cuttings and mechanical erosion of cutting beds by each tool joint, as well as maintaining continuous flow of cuttings in the high velocity annular space of the hole and sustaining the conveyor belt effect for efficient cuttings transport. The tool joint also has a dual-OD profile for increased wellbore stand-off, reducing pipe friction forces and wear.
Performance & testing
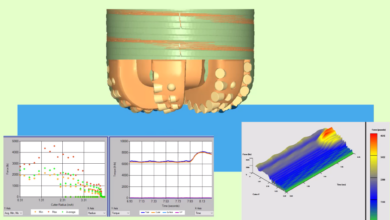
Tests performed in 2009-2010 in a flow loop environment with the University of Tulsa have shown the effect of hole inclination on annular cutting beds built up and flow rates by comparing standard drill pipe with Hydroclean tools configured in the drill string. All things being equal, the Hydroclean string was shown to be 15% more efficient at 90° inclination than standard drill pipe compared with being almost equal at 35°, meaning that little benefit can be anticipated from the Hydroclean tools below 35°.
Similarly, for a 65° inclination and 400 gal/min flow rate, the Hydroclean drill string was shown to be as effective in hole cleaning as standard drill pipe with 20% higher flow rate.
Hydroclean is a trademark of VAM Drilling.