Mitigation strategies advance as industry digs deeper into HFTO origins
New insights show how bit, BHA considerations in planning phase can reduce severe vibration events while preserving drilling speed
By Stephen Whitfield, Senior Editor
High-frequency torsional oscillation (HFTO) has been increasingly identified as a major culprit in downhole tool damage and lost time in recent years. The issue has grown in scope along with the continuing increase in drilling speeds, especially in unconventional reservoirs. While the industry has worked to ruggedize downhole tools to prolong their time in the well despite excessive vibrations, instances of HFTO can still lead to drilling inefficiencies, shortened lifespans of components and even errors in sensor readings.
Part of the challenge is there is still a lack of understanding of what HFTO is or what causes it. That has started to change in recent years, however. Although past research had already identified a correlation between the sensitivity of HFTO amplitude, collar speed and weight on bit (WOB), new approaches to replicating HFTO in a lab setting have recently enabled better understanding of its causes and how to improve mitigation strategies.
For example, SLB has gained important insights into the origins of HFTO with the development of a test facility that is capable of generating HFTO at the bit at laboratory scale. The UK-based facility, which has been testing HFTO since 2022, has also allowed the company to isolate various drilling parameters in testing, showing that the relationship between HFTO and characteristics like WOB and collar speed are complex and non-linear.
“A facility like this is critical,” said Ashley Johnson, Science Advisor for Well Construction at SLB. “We have so many parameters that are important – the rotary speed, the weight on bit, as well as the bit itself, and there’s more uncertainty when you add in the geology and those other critical interactions. Bringing actionable insights for the bit design and drilling parameters has made a total difference in how we see HFTO.”
As BHAs with motorized rotary steerable systems (RSS) are increasingly adopted in North American unconventional basins to drill longer laterals, subject matter experts say it is critical to better understand how individual RSS and BHA components can lead to the detrimental effects of HFTO. Measurement and detection with sophisticated RSS sensors sampling at high frequency are enabling operators to employ the best mitigation strategy to prevent premature tool failures.
However, HFTO mitigation is a multifaceted problem that must be addressed from the beginning in order to achieve consistent well delivery. This starts with bit and BHA design, tool inspection and maintenance, and a target drilling parameter roadmap for the application, and then real-time identification technology in the RSS for the execution. On top of that, there needs to be an optimal mitigation strategy.
“If we’re looking at what we need to mitigate HFTO, it starts with the planning phase,” said Naveen Nair, Drilling Engineering Solutions Manager – North America Land at Halliburton. “It all starts with the bit design and the BHA design. Your bits must be as efficient as possible for the target formation, and we need to be selecting the right drilling parameters. Our depth-of-cut parameters for that bit must be such that we can drill that rock efficiently. Our BHAs must be designed in a way where there are minimal drastic changes in stiffness from one collar to the next and we’re not creating stress concentration points. You have to take a step back and look at everything.”
HFTO mitigation is also advancing with the development of new solutions that are more consistent, reliable and cost effective. One example is a mitigation tool developed by Scientific Drilling for motor-assisted RSS. It has already shown significant amplitude reductions in the field, leading to an increase in the reliability and longevity of BHA components, according to the company. Applications beyond RSS are also being tested.
“We see this type of vibration in a lot of applications where we’re running our MWD,” said Josh Wilson, Director of Operations Engineering and Digital Solutions at Scientific Drilling.

Understanding the root causes
Previous research had already identified a sensitivity of HFTO amplitude to collar speed and WOB, but new-generation monitoring tools are now providing continuous, significantly higher-quality data. This makes it possible to examine these vibration characteristics with much more resolution.
Since 2012, SLB has utilized a large atmospheric drilling machine at a facility in Cambridge, UK, to test different bit configurations and drilling tools and to study drilling dynamics. HFTO frequently popped up as it engaged in this testing throughout the 2010s – in fact, HFTO became “the dominant dysfunction” in its testing, Dr Johnson said.
In 2022, the company reconfigured the drilling machine and began more focused testing looking at the origins of HFTO and trying to quantify its physical causes. A system was developed utilizing the mass-spring approach. Essentially, the mass (a drill bit) was suspended by a spring to replicate HFTO at laboratory scale. Typical testing of HFTO at the bit typically required a long drill collar (upwards of 40 ft) to allow for the torsional compliance needed to generate HFTO, but the mass-spring setup allowed the testers to use a conventional 5-ft drill collar redesigned to provide the necessary torsional stiffness to generate HFTO.
“If we want to generate HFTO at scale, then we need a BHA,” Dr Johnson said. “We need to simulate our steering tool. We need to simulate the flex joint. We need to simulate the MWD. We’ve got to have full hydraulics. But when we do that, we’re up to the scale of something huge. It suddenly becomes an exercise where you need an army of people to run it, and you get one or two tests a day. This system allowed us to shorten our testing apparatus to where we’re drilling a 3-ft-high block. By doing that, we’ve got four holes which are in the same block. We have the same geology, so we reduce the uncertainty in the outcome.”
The shorter drill collar also enabled SLB to isolate various parameters during testing. With the typical large-scale apparatus needed to generate HFTO at the bit, it is difficult to change the resonant frequency of the HFTO. With the new testing setup, mass can be added to the top or bottom of the shaft so the frequency can be changed, providing much more flexibility to change parameters.
“What we wanted was to be able to excite HFTO in this system, and we wanted to be nimble enough to test out the different physical attributes at the bit level and at the cutter/rock interface so that we can understand the physics,” said Ole Jacob Gjertsen, Well Construction Drilling Domain Head at SLB. “We wanted to get closer to replicating whatever application we need to optimize a drilling system. We don’t believe it’s efficient to run all the ‘what-if’ scenarios in a full-scale testing setup because there are just too many scenarios and each application is a new challenge.”
The testing showed HFTO as a phenomenon driven by the bit, the result of resonant coupling at the cutting structure. The bit body generates a broad band of vibrational energy when interacting with the rock face, and when that energy gets trapped in the BHA, it can lead to vibration at a significant enough frequency to generate HFTO.
The testing also showed that different bits drilling under identical conditions could have significantly different peak amplitudes. This finding indicated that bit design is a key factor in mitigating HFTO risk, Dr Johnson said.
“What we noticed is that the elastic interaction between the cutter and the rock is what’s giving us that resonance at the bit,” he explained. “As the cutter moves forward and starts shearing the rock, it’s that reaction that’s driving the HFTO. From that, we were able to see the individual cutter properties. We can change a small subset of cutters on the bit to change the HFTO character completely. That was a big step forward. We have configurable bits – we can swap the blades around, and we can change the material of the body of the bit. Effectively, we are mitigating HFTO from the ground up.”
Since 2024, SLB has expanded its HFTO research to BHAs, aiming to figure out the mitigating impact of different designs. The company has tested the effects of various vibration harmonics and frequencies on the BHA, both at the testing facility and virtually through a dynamic drilling model. This work is not meant to provide a singular BHA design for mitigating HFTO but to identify the optimal design for specific wells in specific formations.
“It’s very important for us to see every KPI working in concert, because all of them come into play as we design a job for a section,” Mr Gjertsen said. “What we’re working toward is to be able to develop a next-generation drilling system. We want to take all of these learnings and not only optimize the bit features with the system but also see the differences when we change the BHA. We’re not all the way there yet, but it’s one of our key objectives.”
For more information, please see IADC/SPE 217674, “Mitigating Drilling Dysfunction: Stopping HFTO Where It Starts.”

Rotary steerable impact on HFTO
Motorized RSS tools have become a key differentiating technology in the North American unconventional markets, helping directional drillers deliver longer horizontals with a higher degree of consistency while reducing well times. However, despite their benefits, these systems introduce greater risk of damaged BHA components and drill bits. According to Mr Nair of Halliburton, HFTO has been the most challenging vibration dysfunction to these RSS tools, primarily because of the added failure points that a motorized RSS brings to the BHA.
Historically, HFTO-induced damage has included cracks in the RSS bias unit collar, broken fasteners in various electronics assembly, worn turbine components and erratic sensor measurements.
“We’re seeing that collar crack either on the connection or on the bit body,” Mr Nair said. “Depending on the application – especially if you’re drilling a high-dogleg curve and then drilling a lateral with the same BHA – you can introduce high stress concentrations that can lead to that cracking. We’ve seen in our experience that this failure mechanism is triggered by these high frequencies.”
Each type of damage is associated with specific torsional modes of the BHA. For example, cracks in the bias unit collar are associated only with high magnitude of HFTO at around 400 Hz. If the torsional mode has a different frequency, like 200 Hz, the collar will not see any damage even at a high magnitude of HFTO. However, the electronics assembly may still be damaged.
One of the underlying challenges in managing HFTO is a lack of consistent, real-time measuring capability in the RSS; such capability could help companies respond with a more tailored mitigation strategy without compromising performance.
Some push-the-bit RSS tools acquire high-frequency sensor angular velocity data downhole to compute HFTO and pulse up the magnitude and frequency to surface in real time whenever an amplitude severity threshold is triggered. However, this approach is not always effective, such as when the downhole telemetry is not set up correctly, or if compatibility issues between the RSS provider and MWD provider cause significant lags. Once HFTO is observed at the surface, the driller may have very little time to take appropriate mitigating action.
This means that whenever HFTO can’t be detected in real time, the mitigation procedures will likely not be effective since the appropriate mitigation strategy differs from one vibration mechanism to another.
Additionally, mitigation is only one piece of the solution. If the drilling system is not optimized, then mitigation efforts may come at the cost of reduced average ROP, even if the vibration magnitude is reduced. A more comprehensive approach is needed, Mr Nair said, which includes selecting an appropriate vibration dampening tool, BHA design, RSS tool design and drill bit design.
BHA design is a critical component. For instance, the flexibility of the BHA can decrease the bending moment on BHA components when drilling a high-dogleg severity curve, reducing the stresses that can accumulate on motorized RSS BHA connections. The BHA design process should incorporate the optimum stiffness required to achieve the right balance of steering capability, steering control and reduced HFTO vibrations.
It is equally important to ensure that the design of the drill bit is sufficient to drill the formations with the target parameters planned for the drilling interval. However, it can be challenging to optimize the depth of cut every time there is a formation change and while transitioning into a harder rock from soft rock, or from soft rock to hard rock. This can trigger a dysfunction at the bit, Mr Nair said.
“There is a depth-of-cut combination that is optimal for your bit interaction with the rock, and you have to determine what that is,” he explained. “You need to understand what is the vibration mechanism or the drilling dynamic that is suboptimal for whatever conditions in which you’re operating and for your bit/rock interaction. Is there is a weight on bit/RPM combination for that depth of cut that is ideal for that rock?”
The degree of bit instability is dependent on the drilling parameters applied to drill through the rock, and it is recommended to optimize the depth of cut to reduce the magnitude of HFTO observed. For these reasons, Halliburton tries to incorporate depth-of-cut control elements on the drill bit that will help to alleviate bit dysfunction while drilling through a heterogenous formation interval.
Another approach is to distribute the load across a greater number of PDC cutters for efficient drilling, like utilizing dual-blade drill bit design, or introducing high-efficiency point load cutters or shaped cutter and polished cutter design features to efficiently destruct rock.
RSS tool design considerations can also help to mitigate the effects of HFTO, Mr Nair said. Any torsional stiffness discontinuity in the BHA, such as the introduction of a flex section (which makes it easier to bend the BHA in a higher dogleg), makes it easier for the BHA to twist. However, it can also increase the severity of local torsional mode vibration, potentially leading to the onset of HFTO and severe damage to the tool. Because of that, the design and placement of the flex section should be scrutinized to prevent it from becoming an HFTO trigger.
Effort should be made to reduce stress concentration and optimize section torsional rigidity whenever possible, he noted.
For more information, please see SPE/IADC 223821, “A Multi-Faceted Approach for Mitigating High Frequency Torsional Oscillation for Motorized Rotary Steerable System Bottom Hole Assemblies.”
Mitigating HFTO at the bit
While designing out HFTO risk in the BHA is possible, it wouldn’t come without tradeoffs. Dr Wilson of Scientific Drilling noted that industry research in the past has shown that HFTO can be, in some cases, completely eliminated by running the BHA without motor assist, but that approach typically leads to a significant reduction in rotation speed and power at the bit. Reducing WOB can also help mitigate HFTO, but that comes with a corresponding reduction in ROP.
“The general approach to reducing HFTO, when you see it in real time, is to reduce WOB and RPM, but you’re only going to be able to do that so far before everyone starts getting frustrated, and now you’re costing the company a lot of money by drilling slowly. Ideally, you want a solution that allows you to still keep drilling at a high speed. You need dedicated tools that are specific to targeting this type of vibration.”
Scientific Drilling, which focuses on wellbore navigation technology and directional services, commercially launched its HFTO mitigation tool in 2021. The tool is the result of observing various dynamics while studying how the company’s RSS performs in various applications.
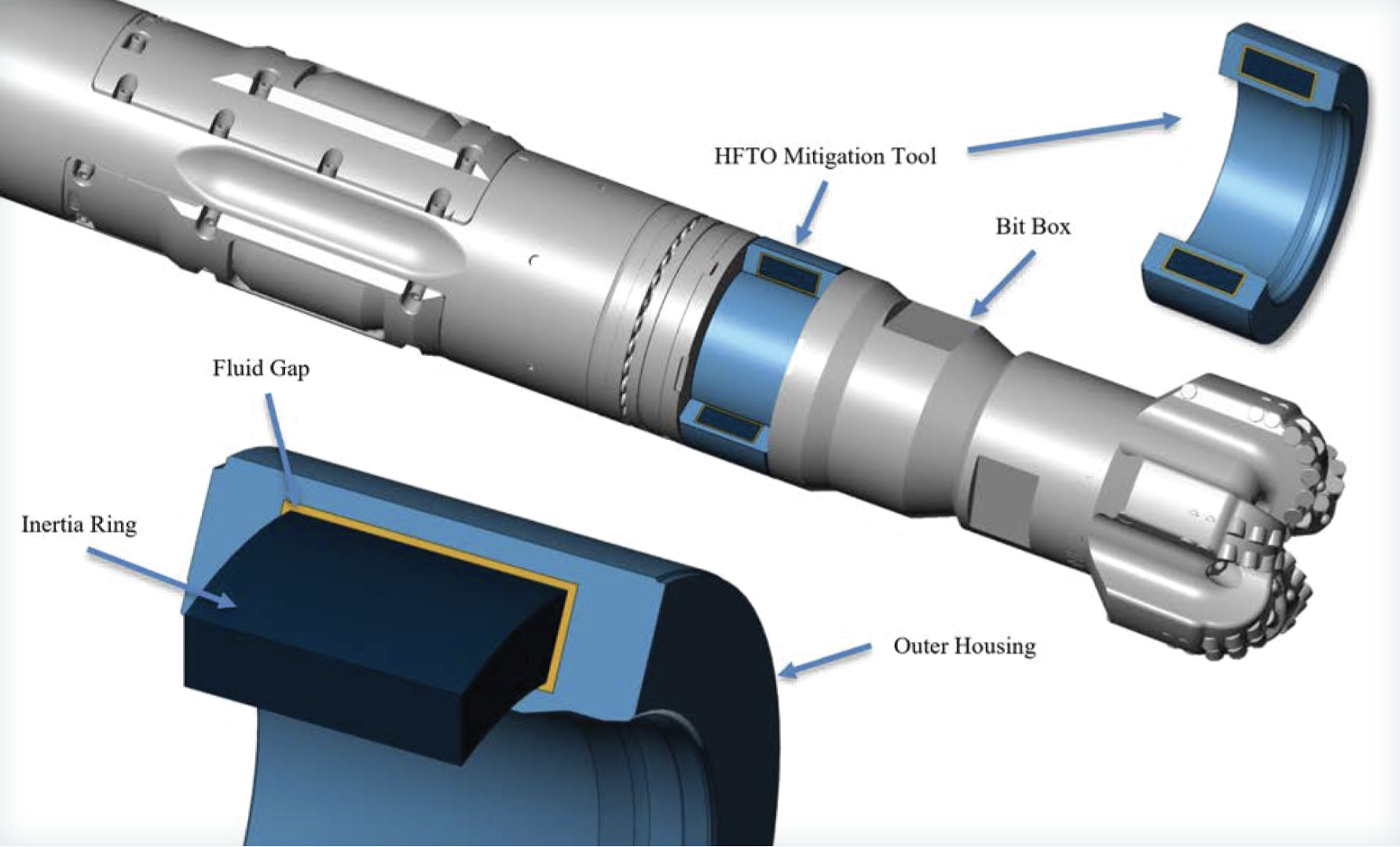
The tool acts as a torsional vibration dampener that uses a highly viscous fluid to dissipate energy – Dr Wilson called it “a metal donut” that is coupled to the RSS via the fluid. It consists of three main components – an outer housing, an inertia ring and viscous fluid. The outer housing is fixed to the rotating portion of the RSS directly on top of the bit. The housing itself does not transfer drilling torque, but rather it moves with the rotations of the BHA. The inertia ring is suspended within the housing via the viscous fluid.
As the outer housing begins to oscillate, the viscous fluid transfers this energy to the inertia ring, which then begins to oscillate accordingly. The resulting exchange of kinetic and thermal energy through the fluid effectively reduces the HFTO amplitudes in the BHA. The mitigation tool is positioned at the bit in order to absorb the most torsional energy from the HFTO. It is embedded in the RSS but adds only a half-inch of overall length. No additional BHA components or connections are required.
The tool is designed to work with Scientific Drilling’s RSS offering and has gone through minor tweaks since its initial launch, primarily in terms of the composition of the viscous fluid. Depending on the fluid being used, the tool can be tuned to target specific frequency ranges.
The company is also working on a different version of the tool that would not be integrated with the RSS, so it could be run in BHAs that are not running an RSS. The updated tool, which the company expects to launch later this year, was born out of customer demand, particularly from customers who were seeing instances of HFTO while running the company’s MWD system without an RSS. DC
For more information, please see SPE 221915, “HFTO Solved: Proven Mitigation of High Frequency Torsional Oscillations in Motor-Assisted Rotary Steerable Applications.”



