Control systems found to be leading cause of downtime in BOP study
 As the drilling industry continues to move forward with new technology, procedures and increasing emphasis on health, safety and environment, the effectiveness of blowout prevention techniques is being studied with greater scrutiny. “We know things have changed in the drilling world, but how have things changed in blowout prevention?,” asks Jeff Sattler, senior vice president engineering for WEST Engineering Services. Mr Sattler gave an overview of how the industry is addressing that issue in a presentation, “The Big Five Subsea BOP Downtime Causes and How to Reduce Them,” at the 2009 IADC Well Control Conference of the Americas & Exhibition held in Denver 25-26 August.
As the drilling industry continues to move forward with new technology, procedures and increasing emphasis on health, safety and environment, the effectiveness of blowout prevention techniques is being studied with greater scrutiny. “We know things have changed in the drilling world, but how have things changed in blowout prevention?,” asks Jeff Sattler, senior vice president engineering for WEST Engineering Services. Mr Sattler gave an overview of how the industry is addressing that issue in a presentation, “The Big Five Subsea BOP Downtime Causes and How to Reduce Them,” at the 2009 IADC Well Control Conference of the Americas & Exhibition held in Denver 25-26 August.
The centerpiece of the effort is a joint industry project (JIP) that was established to examine BOP equipment reliability and testing for both surface and subsea environments. The subsea report, which measured historical BOP reliability in the Gulf of Mexico from 2004 to 2006, has been completed, and the surface report is being written.
Control systems are where the majority of subsea BOP failures occur, according to an industry study.
The JIP is recommending testing frequency to reflect measured reliability and redundancy, and will recommend changes to the Minerals Management Service and API standards. The project was funded by IADC, API and MMS, along with eight operators, four drilling contractors and a manufacturer.
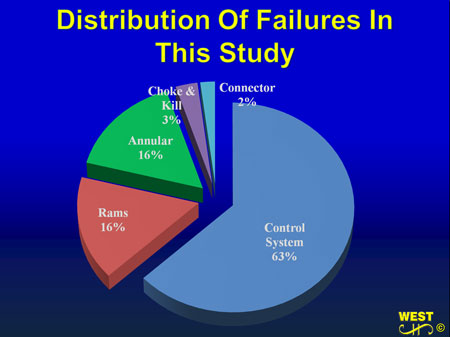
The subsea study examined how downtime can be minimized in BOP systems and identified five main areas for BOP failures: control system, 63%; annular, including swarf and seal, 16%; rams, including locking systems and bonnet/door seals, 16%; choke and kill, 3%; and connector, 2%.
“It’s real clear that control systems are the leading cause of downtime,” Mr Sattler said. He noted that MUX controls account for 55% and hydraulic controls account for 45%.
Hydraulic leaks were determined to be a significant factor in control system failures, which raised the question of increasing performance measures while reducing costly and time-consuming routine maintenance. “The old thinking of ‘We’ll fix it when it breaks’ costs a lot of money,” Mr Sattler said. “Then there’s the question of how much preventive maintenance we should be doing. But are we creating new failures by changing the equipment out more often?” he continued. “There is a lot of uncertainty about how long equipment lasts.”
The solution, he said, is to develop a system of gathering more data to create a record and develop testing procedures to measure equipment reliability and reduce problems that lead to equipment failures and downtime.
In the case of annular BOP failures, specifically scoring from swarf, minimizing the operation and opening and cleaning after milling have been identified as solutions. Failure to test and drift are being addressed by recording fluid exposure, time and closure count.
In ram BOPs, the issue is the locking system. “The locking system, which is complicated with a lot of moving parts, has been a problem for a long, long time,” Mr Sattler said. He noted that a variety of ram locking systems have been developed since 1975, in the early days of subsea engineering. “We think predictive testing is also the solution here,” he said. Another ram issue, bonnet/door leaks, is being addressed with upgraded seals to reduce gaps.



